

Techno Weld
1 products
Ilmainen toimitus yli 250€ tilauksissa
TECHNO-WELD on moderni alumiinin sulahitsausmenetelmä, jossa ei tarvita kalliita laitteita tai hyvää hitsaustaitoa
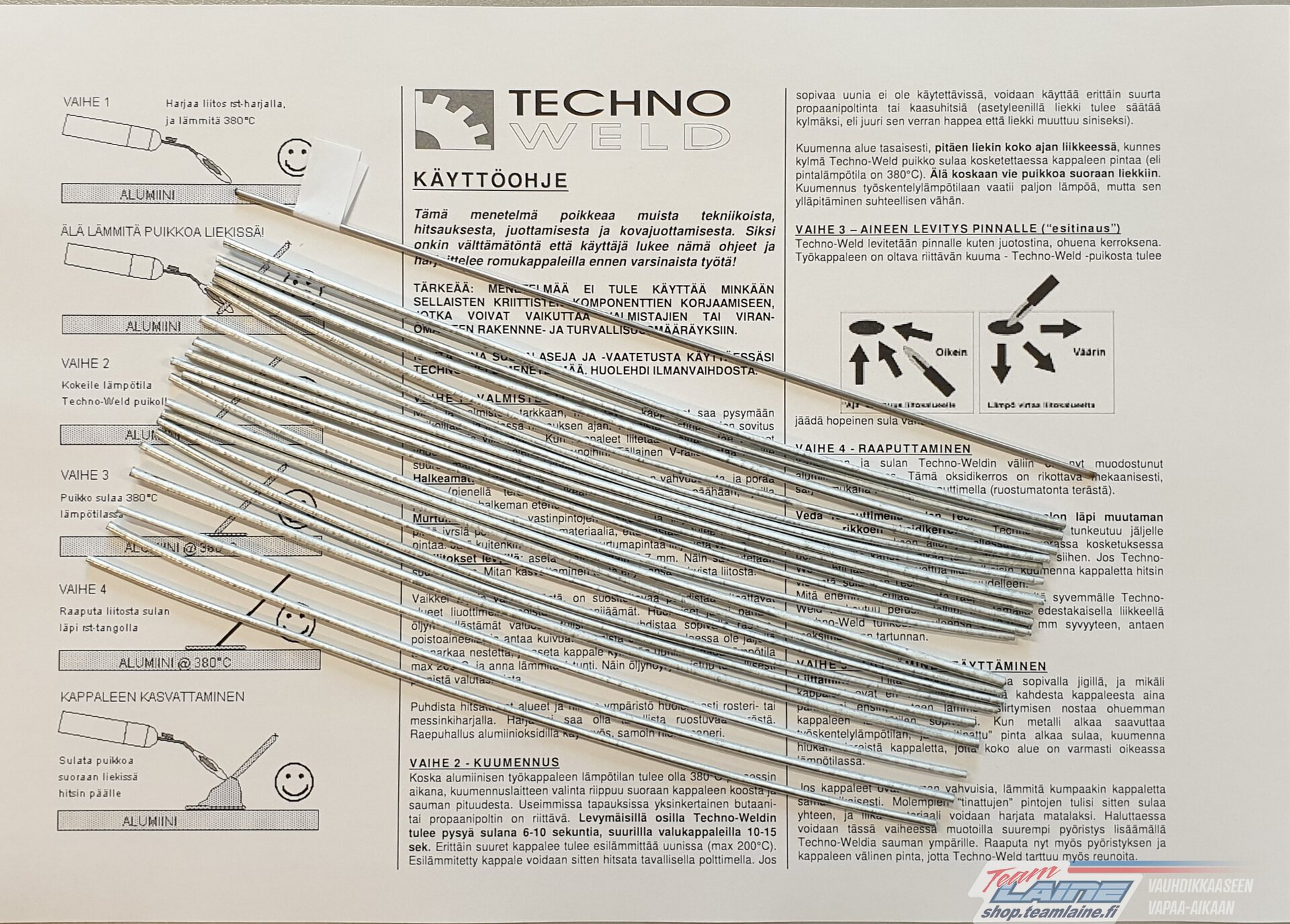
Pakkaus sisältää 20 kpl hitsauspuikkoja, 1 kpl RST-puikko liitoksen raaputtamiseen sekä kaksisivuisen käyttöohjeen, jossa myös käyttövinkkejä.
Menetelmä muistuttaa kovajuottamista
Ei vaadi juoksutetta
Ei vaadi suojakaasua
Vaatii vain nestekaasupolttimen (propaani, butaani)
Ei vaadi kovin suurta taitoa – muistuttaa juottamista
MITÄ TECHNO-WELDILLA VOI HITSATA?
Kaikki alumiinivalut (sylinterikannet, vaihteiston kuoret jne)
Alumiinitangot, profiilit ja levyt
Duralumiini
Birmabrit (Land Rover korit)
Magnesium/alumiinivalut
Mazak ja sinkkivaluosat (kahvat, koristeosat, kaasuttimet)
Titaani
Techno-Weld sulahitsaa yhteen kaikkia näitä materiaaleja, sekä eri alumiiniseoksia toisiinsa. Techno-Weld sulaa 380°C lämpötilassa, eli noin 200°C alle alumiinin sulamislämpötilan. Reaktio nostaa sulan lämpötilan paikallisesti 600°C-800°C, jolloin Techno-Weld tunkeutuu perusmetalliin, ympäröivän kappaleen lämpötilan ollessa edelleen 380°C. Koska tämä menetelmä ei pilaa alumiinin lämpökäsittelyä laajemmalta alueelta kuten TIG/MIG, sitä kutsutaan myös diffuusiohitsaukseksi.
Techno-Weld on brittien avaruusteollisuuden 90-luvulla kehittämä menetelmä, elektronimikroskooppeja hyväksi käyttäen.
Toisin kuin kilpailijanssa, Techno-Weld toimii kaikilla alumiiniseoksilla, eikä pelkästään vähän seostetuilla. Techno-Weldia käyttävät mm. Snap-On Tools, BOC, RAF, British Aerospace.
Techno-Weld:lla on NATO -hyväksyntä maa-, meri- ja ilmavoimien käyttöön (spec. 3439 90 002 9525)
MINULLA ON TIG-HITSAUSKONE – MIHIN MUKA TARVITSEN TECHNO-WELDIA ?
Techno-Weldilla voit täyttää sylinterikannen kanavia (TIG ei yksinkertaiseti mahdu)
Techno-Weldilla voit hitsata erittäin ohuita seinämiä, kuten alumiinisten lauhduttimien putket (jos osaat hitsata juomatölkin TIG:llä, et ehkä tarvitse Techno-Weldia)
Techno-Weldilla voit kasvattaa alumiinikappaleeseen LUJAN pinnapultin, jossa on kierre pohjaan asti (sulata puikkoa teräsmutterin sisään, ja kierrä mutteri irti kun jäähtynyt)
Techno-Weldilla voit kovajuottaa (mutta et hitsata) messinkiä ja kuparia toisiinsa tai alumiiniin
Techno-Weldilla voit korjata sinkkivaluosia ja muita alhaisen sulamispisteen omaavia seoksia
Techno-Weldilla voit korjata sisäkierteen ilman kierretappia (poraa reikä ylikokoiseksi, sulata täyteen ainetta, pudota sulaan sopiva pultti, kierrä irti kun osa on jäähtynyt)
KUINKA LUJAA SE ON ?
TECHNO-WELD materiaalille on saatu kehitettyä hyvä veto- ja leikkauslujuuksien yhdistelmä, jolla aikaansaadaan luja liitos ja toisaalta suuri kovuus työstettävyyttä silmällä pitäen. Yleensä TECHNO-WELD liitoksesta tulee lujempi kuin perusmetallista. Se on melkein yhtä kovaa kuin tavallinen teräs, ja sitä voidaan kierteittää ja koneistaa kuten mitä tahansa muuta metallia.
Alumiini/kupari-seoksella (2000 sarja) tehdyissä testeissä TECHNO-WELD limiliitoksella saavutettiin 90% leikkauslujuus perusmetalliin verrattuna, kun perinteisellä hitsausmenetelmällä se oli vain 70%. Liitoksista voidaan tehdä yhtä lujia tai lujempia kuin perusmetallista, riippuen liitostyypistä. TECHNO-WELDin sähkönjohtavuus on täsmälleen sama kuin alumiinilla, ja lämmönjohtavuus lähes sama.
KÄYTTÖKOHTEITA:
Autojen ja moottoripyörien alumiinivalut: lohkot, kannet, jäähdytysrivat, korvakkeet, vaihdelaatikot, apulaitteet
Alumiiniset jäähdyttimet ja lauhduttimet
Veneiden osat: alumiinirungot, korvakkeet, helat, perämoottorit, vetolaitteet, potkurit jne.
Alumiinikorit: korjaukset ja muutokset, Land/Range Rover tms.
Lennokit
Polkupyörien osat: rungot, kahvat, korvakkeet
Sinkkivaluosat: kaasuttimet, koristeosat, kahvat jne
Kodin korjaukset: lelut, koriste-esineet, työkalut
Rakentaminen: alumiinirakenteiset tikkaat, aidat, portit, listat, rännit tms.
Teollisuus: kylmäkoneet, putket, ilmastointikanavat, näyttelystandit, kyltit, lautasantennit, prototyypit, suulakepursotus-suulakkeiden korjaus, proteesit, koneiden ja laitteiden ylläpito
HYVÄ TIETÄÄ
Voiko Techno Weld:illa täyttää reikiä ?
KYLLÄ
Voidaanko kasvattaa puuttuvia kappaleita ?
KYLLÄ
Minkälaislle liitostyypeille se soveltuu?
KAIKILLE
Kuinka lujaa se on?
Kunnolla tehty liitos on vähintään yhtä luja kuin perusmetalli
Kuinka paksuja alumiinikappaleita voidaan korjata?
Ihan kuinka ohuita tai paksuja hyvänsä – kunhan kuumentimessa riittää teho nostamaan kappaleen lämpötila 380°C
Voiko Techno Weld:in kromata ?
KYLLÄ
Voiko Techno Weld:in anodisoida?
EI
Voiko sillä hitsata anodisoitua alumiinia?
KYLLÄ, kunhan anodisointi ensin poistetaan liitosalueelta.
Onko Techno-Weld turvallista käyttää?
KYLLÄ, täysin turvallista – ei myrkyllisiä materiaaleja tai kaasuja.
Mitä työkaluja ja laitteita tarvitaan?
Ainoastaan sopiva kuumennin jolla työkappale kuumennetaan 380°C lämpötilaan, esimerkiksi propaani/butaani-poltin, tai kaasuhitsi (asetyleeni). Lisäksi tarvitaan Techno-Weld kitti, joka sisältää hitsauspuikkojen lisäksi tarpeelliset rst-teräksestä valmistetun harjan ja raaputtimen.
Mitä valmisteluja/puhdistuksia tarvitaan?
Poista liitospinnoilta ylimääräinen öljy ja lika joko harjaamalla tai kemiallisella puhdistusaineella, ja lopuksi harjaa koko alue ruostumattomasta teräksestä tai messingistä valmistetulla harjalla, poistaen mahdolliset rautametallihiukkaset.
TECHNO-WELD on valmistajan, englantilaisen Techno-Weld Ltd:n patentoima seos joka perustuu pääasiassa sinkkiin, jonka lisänä on alumiinia, kuparia, mangaania, magnesiumia ja muita metalleja. Liitokset voivat jäädä heikoiksi mikäli perusmetalli sisältää ylenmäärin piitä (silicon), kuten ns. hypereutektiset mäntäseokset. Minkäänlaisia juoksutteita ei suositella käytettäväksi.
Reynolds Aluminium testasi liitoksen lujuutta, alumiinilaaduilla 3003-H14 ja 1100-H14. T-liitos tehtiin käyttäen kahta 0.25 x 50 x 75 mm levyä. Liitos läpäisi 500 tunnin suolasumutestin 5% suolaliuoksella. Korroosionkesto riippuu käyttöympäristöstä. Testattuna Eastern Seaboard:lla, Long Island, NY, tunkeutumisnopeus saavutti 0.000762 mm / vuosi. Erittäin raskaissa teollisuusympäritöissä tunkeutumisnopeus saavutti 0.00173 mm/vuosi. Techno-Weldin voi olettaa toimivan hyvin sellaisissa ympäristöissä, joissa on aiemmin käytetty menestyksellä sinkkiä tai sinkittyä terästä.
ALUMIINIVENEET
Monet ovat kiinnostuneet alumiiniveneen korjauksesta, ja tiedustelleet Techno-Weldin korroosion kestosta suolavedellä. Heille tiedoksi: Techno-Weld KESTÄÄ SUOLAVETTÄ ERINOMAISESTI. Hitsauksessa tapahtuva reaktio muodostaa hitsipalon pinnalle magnesiumoksidi-kerroksen (näkyy maitomaisena kalvona sulan pinnalla, kun alumiinia raaputetaan sulan läpi), joka on erittäin korroosion kestävä. Jos pinta koneistetaan sen jäähdyttyä, siihen muodostuu pian itsekseen vastaava kerros. Ford suoritti testejä: Techno-Weld hitsatuille alumiiniputkille juoksutettiin 75% suolaliuosta 175 tuntia, kunnes Techno-Weld hitsipalko tippui altaan pohjalle, koska kaikki alumiini oli syöpynyt olemattomiin !
Lisätiedot
Paino
0.1 kg
Sulamispiste
379 – 390°C
Työskentelylämpötila
392 – 495°C
Vetolujuus
ylittää 345 N/mm2
Leikkauslujuus
ylittää 310 N/mm2
-painevalu, 1/4” poikkileikkaus
317 N/mm2
-todellinen liitoksen leikkauslujuus
ylittää 170 N/mm2
Puristuslujuus
ylittää 620 N/mm2
Jähmekutistuma
1.2% (painevaluille 0.3% – 0.6%)
Kovuus, Brinell
97
Iskun kesto
Charpy 35 ft-lb
Lämpölaajenemiskerroin
0.000762 mm/°C (25 – 105°C)
Sähkönjohtavuus
24.9% kuparin vastaavasta
Resistiivisyys
@ 20°C = 6.8 mikro-ohm – cm
Tiheys
@ 21°C = 6.7 g/cm3
Juoksute
Ei ole
Techno-Weld menetelmä lyhyesti kuvattuna
On tärkeää että korjattava alue puhdistetaan ruostumattomasta teräksestä tai messingistä valmistetulla harjalla, jotta liitospinnoilta saadaan poistettua kaikki ferriittiset hiukkaset (rauta), joita on mahdollisesti kertynyt työstön yhteydessä poraamisesta, viiloista, leikkurista tms.
TECHNO-WELD puikon sulattavan kuumuuden on tultava itse kappaleesta, aivan kuten juottamisessa. Hitsauskohta on kuumennettava laajemmalta alueelta, ja liekki on pidettävä liikkeessä koko ajan – näin vältetään ylikuumentaminen. Oikea lämpötila löytyy koskettamalla puikolla liitoskohtaa, mutta Techno-Weld puikko on pidettävä pois liekistä! Heti kun alumiinin lämpötila on 380°C, puikko sulaa. Suoraan liitoskohtaa ei tule lämmittää tämän enempää.
Mitä tahansa teetkin, oli se sitten osien liittämistä tai puuttuvan palan kasvattamista, perus työskentelytapa on aina sama. Kunhan liitettävät pinnat on “esitinattu”, voidaan kappaleet liittää, alkaa kasvattaa uutta kappaletta tai tehdä muutoksia. Tarkalla lämmön säätelyllä TECHNO-WELD sadaan pysymään “pastamuodossa” ja suorittamaan karkea muotoilu ennen lopullista koneistusta.

Kuvassa 1 on kuvattuna sula TECHNO-WELD palko, sekä sen ja alumiinikappaleen välissä oleva oksidikerros. Vaikka oksidikerros poistetaankin alumiinin pinnalta harjaamalla juuri ennen hitsausta, uusi oksidikerros muodostuu heti kun kappale kuumennetaan työskentelylämpötilaan.
Kuva 2. Alumiinioksidi on erittäin kovaa, ja oksikerros rikotaan raaputtamalla pintaa sulan TECHNO-WELD kerroksen läpi. Raaputtimen tulee olla ruostumatonta terästä. Kun oksidikerrosta on saatu hiukan rikottua, TECHNO-WELD ryömii sen alle, ja TECHNO-WELDin sisältämä mangaani jakaa alumiinioksidin hapeksi ja alumiiniksi, saostaen alumiinin, vapauttaen hapen.
Kuva 3. TECHNO-WELD sisältää magnesiumia, joka “nappaa” vapautuneen happen, muodostaen magnesiumoksidia joka hyvin kevyenä nousee sulan pinnalle, estäen uuden oksidikerroksen syntymisen. Tämä reaktio synnyttää lämpöä, joka yhdessä 380°C taustalämmön kanssa nostaa sulan lämpötilan yli alumiinin sulamispisteen, jolloin TECHNO-WELD sulautuu yhteen perusmetallin kanssa.